高速線材生產(chǎn)技術全覽與咨詢服務
高速線材生產(chǎn)是現(xiàn)代化鋼鐵工業(yè)中一個高度自動化、連續(xù)化和專業(yè)化的領域,其產(chǎn)品廣泛應用于建筑、橋梁、汽車、機械制造及金屬制品等行業(yè)。本文旨在系統(tǒng)介紹高速線材生產(chǎn)的關鍵技術與流程,并探討相關技術咨詢服務的內(nèi)容與價值。
一、高速線材生產(chǎn)核心技術
高速線材生產(chǎn)通常指采用高速無扭軋制技術,將連續(xù)鑄造的鋼坯軋制成直徑通常為5.5-20毫米盤卷的生產(chǎn)過程。其核心技術與流程如下:
- 原料準備:采用高質(zhì)量的連續(xù)鑄鋼坯(小方坯),確保化學成分均勻、表面無缺陷,這是保證最終產(chǎn)品質(zhì)量的基礎。
- 加熱與軋制:鋼坯在步進式加熱爐中被均勻加熱至約1050-1250°C的適宜軋制溫度。隨后進入由粗軋、中軋、預精軋和精軋機組構成的連續(xù)軋制線。現(xiàn)代高速線材軋機精軋速度可達每秒120米以上,并普遍采用頂交45°無扭精軋機,確保線材尺寸精度高、表面質(zhì)量好且內(nèi)部組織均勻。
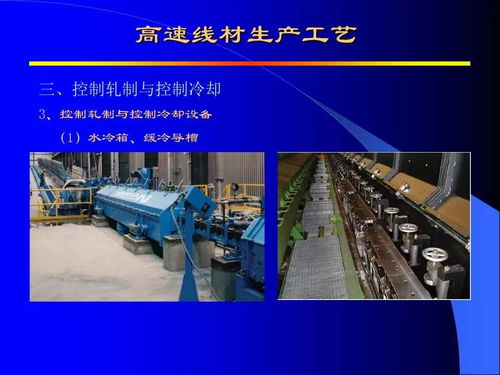
- 軋后控制冷卻(斯太爾摩技術):這是決定線材最終力學性能與微觀組織的關鍵環(huán)節(jié)。軋制后的高溫線材通過水冷段快速冷卻至相變溫度附近,隨后在斯太爾摩運輸機上通過風冷進行可控的延遲冷卻。通過精確控制冷卻速度和溫度,可以獲得所需的索氏體組織,從而優(yōu)化線材的強度、韌性和拉拔性能。
- 集卷與打捆:冷卻后的線材由吐絲機盤成散卷,經(jīng)集卷站收集成密實的盤卷,最后自動打捆、稱重、掛牌,形成最終產(chǎn)品。
二、生產(chǎn)中的關鍵技術要點
- 尺寸與形狀精度控制:依賴于精密的孔型設計、軋機剛性、自動測徑儀以及AGC(自動厚度控制)系統(tǒng)。
- 表面質(zhì)量控制:需要控制氧化鐵皮生成(如采用低溫軋制技術)、防止劃傷,并利用高壓水除鱗等技術。
- 組織性能控制:核心在于軋制工藝(變形量、終軋溫度)與冷卻工藝(風冷速度、保溫罩應用)的完美配合,以滿足不同鋼種(如普碳鋼、高碳鋼、合金鋼)的性能要求。
- 自動化與智能化:全線采用PLC和過程計算機控制,實現(xiàn)從加熱爐到成品庫的全流程自動化生產(chǎn),并逐步集成大數(shù)據(jù)分析和人工智能,用于工藝優(yōu)化、預測性維護和質(zhì)量預測。
三、高速線材生產(chǎn)技術咨詢服務內(nèi)容
針對企業(yè)在新建產(chǎn)線、升級改造、提質(zhì)增效或解決特定技術難題時的需求,專業(yè)的技術咨詢服務至關重要。主要服務內(nèi)容包括:
- 可行性研究與整體規(guī)劃:根據(jù)市場需求、產(chǎn)品定位和投資預算,提供產(chǎn)線布局、設備選型、技術路線選擇的綜合方案。
- 工藝設計與優(yōu)化:提供涵蓋孔型設計、軋制規(guī)程制定、溫度制度與冷卻工藝設定的全套工藝包。對現(xiàn)有產(chǎn)線進行診斷,提出優(yōu)化方案以提高產(chǎn)量、成材率、降低能耗。
- 設備與自動化系統(tǒng)咨詢:協(xié)助評估和選擇關鍵設備(軋機、吐絲機、風機等),設計或升級自動化控制系統(tǒng)、在線檢測系統(tǒng)及生產(chǎn)執(zhí)行系統(tǒng)(MES)。
- 新產(chǎn)品開發(fā)與質(zhì)量攻關:協(xié)助企業(yè)開發(fā)高強度、特殊用途(如預應力鋼絲、焊絲)的新鋼種線材,并解決表面缺陷、尺寸超差、性能不均等具體質(zhì)量問題。
- 人員培訓與技術支持:提供從操作、維護到工藝管理的系統(tǒng)培訓,并在投產(chǎn)或改造后提供長期的生產(chǎn)技術支持與指導。
四、
高速線材生產(chǎn)是一個技術密集型的系統(tǒng)工程,其技術水平直接決定了產(chǎn)品的市場競爭力和企業(yè)的經(jīng)濟效益。通過引入專業(yè)、前瞻性的技術咨詢服務,企業(yè)能夠有效規(guī)避風險、縮短達產(chǎn)時間、持續(xù)提升技術水平和產(chǎn)品檔次,從而在激烈的市場競爭中占據(jù)有利地位。無論是行業(yè)新進入者還是尋求轉型升級的現(xiàn)有企業(yè),與擁有深厚理論知識和豐富實踐經(jīng)驗的專家團隊合作,都是實現(xiàn)高質(zhì)量發(fā)展的重要路徑。
如若轉載,請注明出處:http://m.tianhan88.cn/product/70.html
更新時間:2026-05-12 02:49:05